Pottery Plaster of Paris
Product Review
The casting methods of Korea’s ceramics industry are rapidly being introduce to mechanization and automation for higher efficiency. As such, high-quality gypsum (pottery Plaster) is in continuos demand.
SamWoo chemical industrial Co., Ltd. fills this demand. More than this, it puts much effort in developing new products and producing them from its immaculate production facilities, using materials of the highest possible quality, and with strict quality management, resulting in its production of high-quality calcined gypsum for ceramics modeling such as super-heat-resistant gypsum, super-abrasion-resistant gypsum, and bone china, which requires a high-degree of purity.
Kind of Products
| Grade | Type | Water Consis tency (%) |
Pouring Time (min.) |
Setting Time (min.) |
Wet tensile strength |
Dry Compre ssive strength |
Expan sion Ratio (%) |
Application | Property | |
|---|---|---|---|---|---|---|---|---|---|---|
| Initial | final | (kgf/cm³) | ||||||||
| Special | NR | 55 | 8 | 12 | 25 | 18 | 280 | 0.15 | Auto roller machine | High Compressive, Heat resisting, Abrasion resisting |
| AR | 55 | 8 | 12 | 28 | 18 | 300 | 0.18 | Auto roller machine | High Compressive, Heat resisting, Abrasion resisting |
|
| BR | 55 | 8 | 13 | 28 | 18 | 300 | 0.10 | China ware | High Compressive, High purity, Abrasion resisting |
|
| HR | 58 | 8 | 12 | 25 | 17 | 250 | 0.12 | Roller machine | High Compressive, Abrasion resisting |
|
| tr | 65 | 8 | 12 | 28 | 15 | 200 | 0.15 | - | Absorption, Durability | |
| BC | 68 | 8 | 12 | 30 | 14 | 180 | 0.15 | China ware | High purity, Abrasion resisting |
|
| H | 70 | 8 | 12 | 25 | 13 | 170 | 0.10 | Working mold | Absorption, Durability | |
| CS | 70 | 10 | 15 | 25 | 13 | 170 | 0.10 | Sanitary ware | Absorption, Durability | |
| M-30 | 45 | 10 | 12 | 30 | 20 | 300 | 0.03 | Special Case | High strength, Low expansion |
|
| GC | 52 | 10 | 12 | 28 | 18 | 250 | 0.03 | Case | Blending resin | |
| SC | 55 | 9 | 12 | 28 | 17 | 240 | 0.05 | Special Case | Blending resin, Good workability |
|
| HC | 57 | 9 | 12 | 25 | 16 | 220 | 0.06 | Case | Good workability, Easy process | |
| Model | 65 | 8 | 12 | 28 | 15 | 200 | 0.08 | Model | Easy process | |
| 75 | 8 | 12 | 24 | 12 | 140 | 0.15 | General Injection | Absorption | ||
| 77 | 7 | 10 | 24 | 11 | 110 | 0.20 | General Injection | Good workability | ||
| A | 75 | 8 | 12 | 24 | 12 | 140 | 0.15 | Working mold | Good absorption B | |
| B | 75 | 7 | 10 | 24 | 11 | 110 | 0.20 | Working mold | Good workability | |
Congelation and Fortification of Calcined Plaster
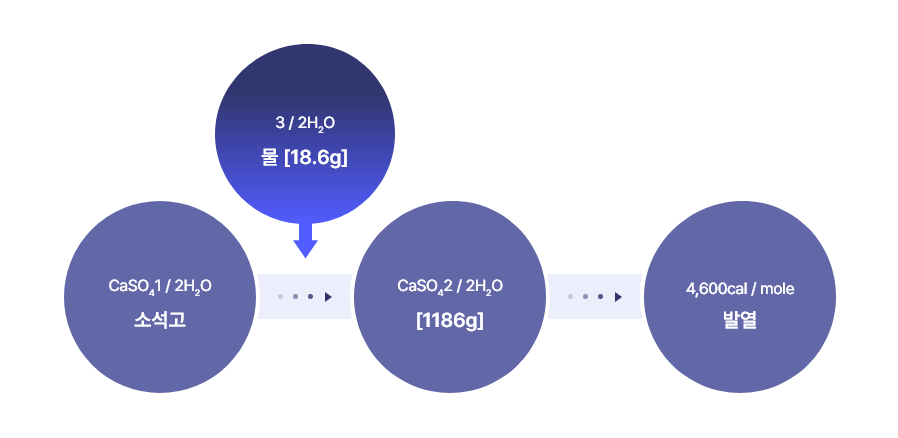
When calcines Plaster reacts with water, it stiffens, hydrates and creates minute needle-shaped crystals that later congeal among themselves.
The theoretical amount of water appropriate for 100g of calcined Plaster is 18.6g in practical situations, however, additional water may be needed during mixing according to the type and use of calcined Plaster and how the process is handled.
Amount of Water and Plaster Model Quality
To effectively use calcined Plaster, the amount of water to be mixed with it should be accurately measured. This is the most important procedure in dealing with Plaster.
The appropriate amount of water to be mixed with Plaster accounting to the type of Plaster being used and its purpose can have a significant effect on the surface strength and solidity, the rate and speed of absorption, and the anti-abrasion quality of the Plaster models that are cast.
The amount of water to be mixed with Plaster that is presented herein is the normal standard figure according to the use of Plaster.
-
Amount of Water and Mixing Time
The more the amount of water to be mixed with Plaster is, the longer the mixing time will be. Generally, the increase in the amount of water to be mixed with Plaster may delay the ending time of the congelation if the mixing is insufficient. The starting time of the congelation will remain about the same, though.
-
Time of Agitation
The cast’s strength decreases noticeably as the amount of water increases, but increases as the amount of water decreases.
-
Amount of Water and Expansion Rate
The expansion rate is inversely proportional to the amount of water to be mixed with the Plaster. The expansion rate increases if the amount of water decreases, and vice versa.
Mixing Methods and Plaster Model Quality
Calcined Plaster should be evenly mixed with water. (Do not put water into calcined Plaster.)
After mixing, iet the mixture stand for about one to two minutes to allow the calcined Plaster to be impregnated into the water. Later mix them evenly using a wooden stick or a mixing machine. Make sure to check the mixing speed and the shape of the mixing machine so that air bubbles will be prevented.
Uneven mixing can result in a different absorption speed due to the irregular contraction rate and the difference in the landing thickness of the clay. It is thus more effective to use a vacuum mixing machine than to perform the mixture manually.
The mixing case should be made of steel, and the diameter of its bottom should be two-thirds its height and the diameter of its upper part should be equal to its height.
keep the mixing machine 2.5~5cm away from the ground and the angle of the wing of the mixing machine from 15 to 20 degrees.
-
Mixing Methods
There are three main mixing methods: vacuum mixing, machine mixing and manual mixing. The physical characteristics of calcined plaster may differ according to the type, rotating speed, shape and size of the mixing machine, however, as well as the shape and size of the mixing case. Assuming that the shapes of the mixing machine and the mixing case are fixed, the appropriate mixing methods are as follows.
Mixing Methods Mixing Methods Wet tensile strength(kgf/cm³) Expansion Rate(2hrs,%) Remarks mixing by Passivity 12.0 0.160 Standard A Mixing by Machine 12.0 0.145 Vacuum Mixing 12.5 0.140 -
Mixing Methods and Plaster Model Strength and Expansion Rate
Generally the plaster model’s strength does not differ with manual mixing or machine mixing. With vacuum mixing, however, the cast rises slightly.
The expansion rate decreases more with manual mixing, less with machine mixing and even less with vacuum mixing. -
Agitation speed and hardening time
By increasing the agitation speed, the hardening time (agitation time) will be shortened.
-
Mixing Machine Rotating Speed and Plaster Model Strength and Expansion Rate
In case the amount of water to be mixed with plaster and the mixing time are fixed, the faster the rotating speed of the mixing machine is, the higher the strength and expansion rate of the plaster model will be. The absorption rate decreases as the rotating speed of the mixing machine increases.
Mixing Machine Rotating Speed and Plaster Model Strength and Expansion Rate RPM Wet tensile strength(kgf/cm³) Expansion Rate(2hrs,%) Remarks 200 11.0 0.125 Standard A 250 11.5 0.130 300 12.0 0.135 350 12.5 0.140
Amount of Water to be Mixed Gypsum, Mixing time and Gypsum Model Quality
-
In case the amount of water to be mixed with plaster increases while the mixing time is fixed
The congelation time noticeably lengthens
The plaster model’s strength decreases
The plaster model’s expansion rate decreases
The plaster model’s absorption rate and absorption speed increase -
In case the amount of water to be mixed with plaster is fixed while the mixing time increases
The congelation time noticeably quickens
The plaster model’s strength increases
The plaster model’s expansion rate increases
The plaster model’s absorption rate and speed decrease
Water Temperature, Room Temperature and Plaster Model Quality
-
Changes in Physical Characteristics according to Differences in Water Temperature and Room Temperature
The higher the water temperature and the room temperature that are related to the physical characteristics of calcined plaster are, the quicker the mixing time and the congelation time of the plaster will be. In addition, the plaster model’s strength and expansion rate will decrease as the temperature increases. Factors affecting water or product temperature are more significant than those affecting room temperature. If these temperatures are fixed, however, the mixing time and the congelation time will gradually quicken as the room temperature increases. Also, when the increase in the room temperature affects the water or product temperature, the physical characteristics are affected by the water temperature.
-
Water temperature and Congelation time
The solubility of plaster reaches its peak when the water temperature is about 38℃. At this point the congelation time becomes very fast. At a temperature higher or lower than this, however, the congelation time slows down, and at 80℃, the plaster will no longer congeal.
Injection and Casting-out Time
As the viscosity of the even slurry slowly increases, inject the mixture into the prepared case. After injection, it will gradually congeal and emit heat. Casting out should be done right before and after the temperature of the congealed plaster peaks.
Drying the Congealed Gypsum
The best condition in which to dry plaster is right after the congelation is completed. The relative humidity of the drying room must be over 10%, and sufficient air ventilation is more effective than raising the drying room temperature to heighten the dryness efficiency. The appropriate temperature at this point is 45℃. If the temperature stays over 60℃ for a long time, the crystallized water in the plaster model will get dehydrated, and will weaken the congealed plaster and shorten the model’s life. The dryness condition of the plaster model, that is, the amount of the water remaining in the plaster model, must be at least 5%.
Absorptiveness of plaster models
Absorptiveness of plaster models is due to even air holes crated by needle-shaped neticulation, that is, texture among crystals, which are extracted when calcined plaster in mixed with water and congealed. Absorptiveness is thus dependent on the extraction conditions of the needle-shaped crystals of the congealed plaster mode. The extraction conditions of the needle-shaped crystals are significantly affected by the casting conditions of plaster models and their surroundings. As such, absorptiveness must be considered according to many factors such as the rate and speed (diffusion coefficient) of absorption and the absorbing power (the amount of clay landed and water), among others. Smooth clay that has good absorptiveness shows high formation efficiency. If the following conditions occur during the clay formation, the absorptiveness, may be poor. This could also happen, however, to plaster with good absorptiveness, due to which all conditions of the plaster model should be investigated and dealt with accordingly.
If the abovementioned conditions occer, they can usually be solved when the formation conditions are changed.
· In case where crevices occur.
· When the landing thickness is uneven and layering occurs.
· When the occurrence of landing is delayed.
· When the number of occurrences of formation decreases.
